溶接棒の基礎知識
溶接棒の基礎知識①~溶接棒の種類~
みなさんこんにちは。 溶接市場店長の上田です。
みなさんがいつもお使いの溶接棒にはイルミナイト系、ライムチタニヤ系、低水素系などなどといった区分があるのをご存知でしょうか?
「聞いたことあるけど、具体的にどう違うのかわからない」「今さら人に聞けない」といった方のために、このページで溶接棒の基礎知識・選び方についてお伝えしていきます。
これから一緒に勉強していきましょう!
被覆アーク溶接棒には大きく分けて「イルミナイト系」「ライムチタニヤ系」「低水素系」「高酸化チタン系」といった区分があります。(他にもありますが、ここでは省略します)
そもそも被覆アーク溶接棒とは心線にスラグ形成剤、ガス発生剤などを含むフラックスを塗布しているものですが、このフラックス(被覆剤)の種類によって種類が分けられます。
先ほどの4つの種類別の各メーカーごとの主要銘柄、主成分は以下の表のようになります。
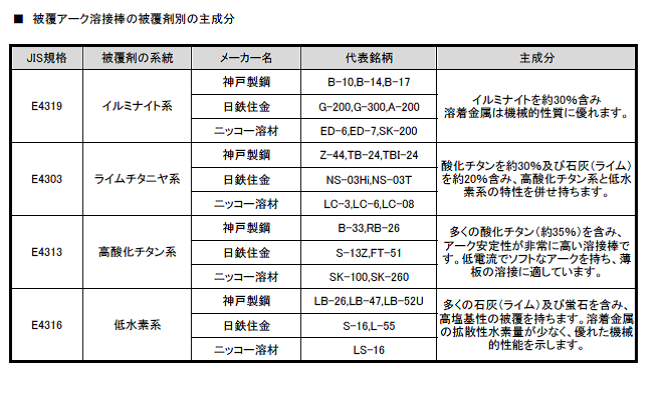
以上が各系統ごとの特徴、メーカー別の銘柄となります。
各系統ごとの特徴・用途は2回目以降の「溶接棒の基礎知識」でお伝えしていきます。
- 2018.06.07
- 16:13
溶接棒の基礎知識②~被覆剤の役割~
みなさんこんにちは。溶接市場店長の上田です。
第2回目の今回は「被覆材の役割」をお伝えします。
第1回目は溶接棒の被覆剤の種類についてお伝えしましたが、今回は被覆剤が溶接にどのような役割を果たすのかをお伝えしていきます。
被覆剤の働きは以下の通りとなります。
①アークの発生を容易にし、アークを安定化します。
②ガスを発生させ、溶融金属を覆い大気中の酸素や窒素が溶接金属中に進入するのを防ぎます。
⇒大気中の酸素や窒素が溶接金属中に入るとピットやブローホールの原因となるので、溶接中は溶接金属を保護する必要があります
③発生したスラグはビード外観を良好にし、冷却速度を遅くします。
④スラグの融点、粘性、比重を調整し、各姿勢での溶接を容易にします。
⑤溶接金属の脱酸及び清浄化を行います。
⇒被覆剤中にマンガンやケイ素を含有させ、酸素をスラグとして強制的に除去します。
⑥合金元素を添加し、目的の性能を得ます。
⇒鉄粉で作業効率を向上させることがあります。
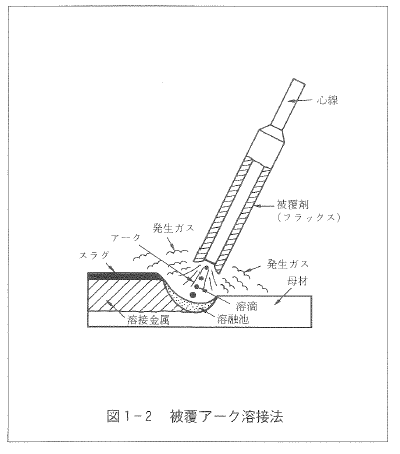
つまり、被覆剤が分解・溶融することにより発生したガスやスラグの複合作用で溶接部をシールド(保護)し、溶接品質を維持しているのです。(下の図のイメージです)
- 2018.06.07
- 16:15
溶接棒の基礎知識③~イルミナイト系~
みなさんこんにちは、溶接市場店長の上田です。
第3回目は「イルミナイト系」溶接棒の基礎知識をお伝えします。
「イルミナイト系」とはイルミナイト(チタンと鉄の酸化物が結合した鉱物)を被覆の主原料とした溶接棒になります。
日本独自に発達し、諸外国ではあまり見かけない溶接棒業界の「ガラパゴス」と言えるかもしれません。
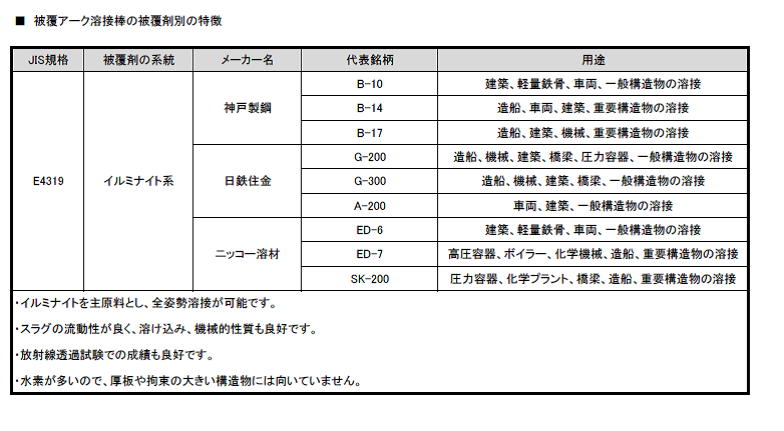
神戸製鋼でいえば「B-10」「B-14」「B-17」といったBシリーズ、日鉄住金でいえば「G-200」「G-300」といったGシリーズがこれにあたります。
溶接の作業性と溶接性能のバランスが優れているのが特徴で、技量試験やコンクールなどではよく使用される銘柄です。
以下にメーカーの代表銘柄、溶接用途を記載しますのでご参考にしてください。
- 2018.06.07
- 16:13
溶接棒の基礎知識④~ライムチタニヤ系~
みなさんこんにちは、溶接市場店長の上田です。
第4回目は「ライムチタニヤ系」溶接棒の基礎知識をお伝えします。
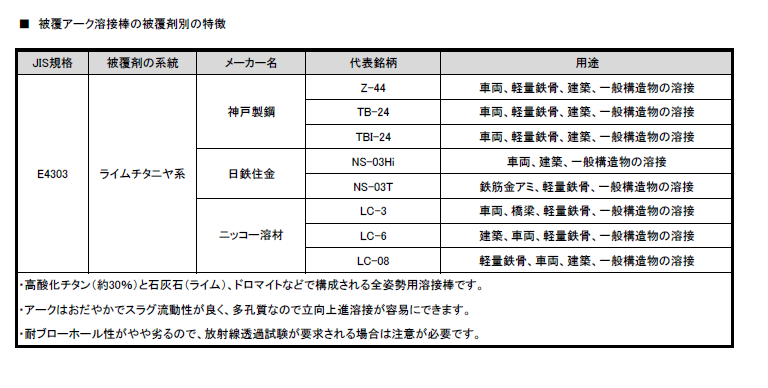
「ライムチタニヤ系」とは酸化チタンと石灰(ライム)、ドロマイトを被覆の主原料とした溶接棒になります。
「ライムチタニヤ系」という名前の由来は原料のライム(石灰)+チタンから来ています。
特長としては、再アーク性が優れていること(※)、低ヒュームで体に優しいこと、棒曲げ性能に優れていること(狭い場所での溶接もできます)、スパッタ発生量が少ないことがあげられます。
※再アーク性とは:①溶接を開始⇒②仮付なので短いビード長で溶接中断⇒③次の溶接箇所で溶接開始(③のアークスタートを再アークといいます)
神戸製鋼でいえば「Z-44」、日鉄住金でいえば「NS-03Hi」ニッコー溶材の「LC-3」「LC-08」が代表的な銘柄となります。
また難吸湿タイプなので、通常の保管状態では乾燥を省略できます。非常に扱いやすいのでDIY作業にもおススメです。
以下にメーカーの代表銘柄、溶接用途を記載しますのでご参考にしてください。
- 2018.06.07
- 16:15
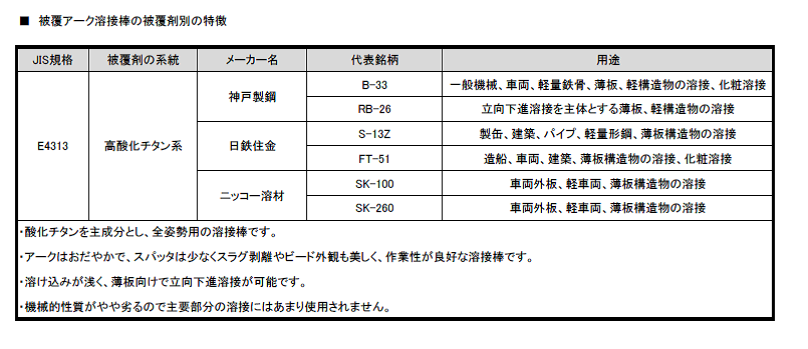
溶接棒の基礎知識⑤~高酸化チタン系~
みなさんこんにちは、溶接市場店長の上田です。
第5回目は「高酸化チタン系」溶接棒の基礎知識をお伝えします。
「高酸化チタン系」とは文字通り高酸化チタンを主原料とした全姿勢用の溶接棒になります。
溶け込みが浅く光沢のあるビード外観が得られるため、外観を重視する薄板や軽構造物の溶接に適しています。
その反面、機械的性質がやや劣るため主要部分の溶接にはあまり使用されません。
特長としては、アークがおだやかでスパッタ発生量が少なく、スラグ剥離性やビード外観が良好であることがあげられます。
神戸製鋼でいえば「B-33」、日鉄住金でいえば「S-13Z」ニッコー溶材の「SK-260」が代表的な銘柄となります。
以下にメーカーの代表銘柄、溶接用途を記載しますのでご参考にしてください。
- 2018.06.07
- 16:16
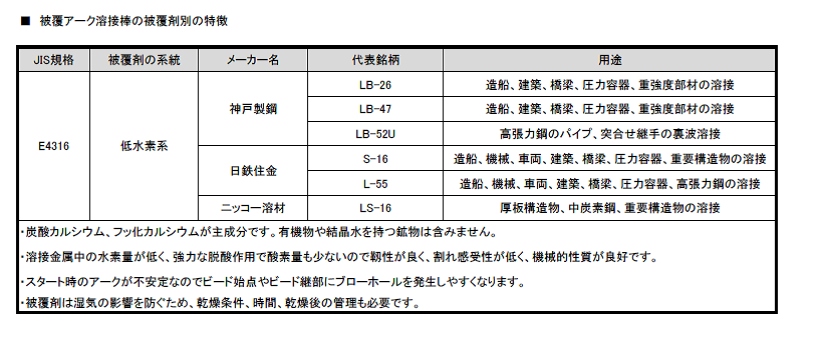
溶接棒の基礎知識⑥~低水素系~
みなさんこんにちは、溶接市場店長の上田です。
第6回目は「低水素系」溶接棒の基礎知識をお伝えします。
「低水素系」とは炭酸カルシウム、フッ化カルシウムが主成分となっている溶接棒です。
溶接金属中の水素量が低く、強力な脱酸作用で酸素量も少ないので、溶着金属のX線性能、機械的性質や溶接作業性が優れています。
その反面、湿気に弱いため床面や壁から10㎝以上離し、風通しの良い場所で保管する必要があります。
また使用前には300℃~350℃の高温で30分~60分しっかりと乾燥させることが必要です。(ここ重要です)
特長としては、高電流で深い溶け込みが得られるため厚板の溶接に適しています。
しかし、スタート時のアークが不安定なのでビード始点やビード継部にブローホールを生じやすいので注意が必要です。
神戸製鋼でいえば「LB-26」「LB-52」といったLBシリーズ、日鉄住金でいえば「S-16」ニッコー溶材の「LS-16」が代表的な銘柄となります。
以下にメーカーの代表銘柄、溶接用途を記載しますのでご参考にしてください。
- 2018.06.07
- 16:16
溶接棒の基礎知識⑦~硬化肉盛用溶接棒~
みなさんこんにちは、溶接市場 店長の上田です。
第7回目は「硬化肉盛用溶接棒」の基礎知識をお伝えします。
そもそも硬化肉盛用接とは、母材金属にアーク溶接またはガス溶接などを利用して、特殊用途の合金を溶着することです。
摩耗した機械部品の再生および任意の箇所のみに特殊合金面をつくりたいときなどに、比較的安価ですぐれた耐摩耗性を容易に与えることができます。
用途としてはクラッシャ・ハンマ・ジョーなどの土砂摩耗を受ける場所の肉盛やブルドーザの上部ローラ、スプロケットなどの肉盛溶接、カッタナイフやケーシングなどの肉盛溶接に用います。
硬化肉盛溶接で重要なポイントは硬さの確保、割れの防止となります。
そのためには適切な溶接材料を選定するとともに、次のような点に注意した施工が必要となります。
①母材の清掃
母材表面のさび、油脂などを取り清浄な表面にします。
酸化被膜から浅い割れを除去します。高マンガン鋼の場合は加工硬化層(表面から1~3mm)を取り除きます。
②予熱
硬化肉盛の溶着金属は割れやすく、予熱による硬さへの影響もあるため適切な予熱温度を設定します。
予熱温度は母材の炭素当量と予熱温度の目安に基づいて行います。
③下盛溶接
低合金鋼などの硬化性の高い母材への肉盛や、極めて硬い材料を肉盛する場合は、割れ防止のため下盛溶接が有効です。
下盛溶接には、低水素系の軟鋼溶接材料またはオーステナイト系ステンレス鋼溶接材料を使用します。
④溶接用治具
肉盛溶接では、できるだけ下向き姿勢で行うような治具を用いることが望まれます。そのため、ポジショナーやターニングロールを用いると効果的です。
⑤溶け込み
硬化肉盛溶接では一般に母材と溶接材料の成分が大きく異なるため、母材の希釈をうけると肉盛金属の性能が変化します。
溶接材料の特性を充分生かすためには母材の溶け込みをおさえる施工を行い、必要に応じて多層溶接を行ってください。
⑥溶接時の注意点
アーク長はアーク切れを起こさない範囲でできるだけ短く保ってください。
アークスタート部でブローホールが発生するときは、後戻りスタート運棒法を行ってください。
ウイービングは棒径の3~4倍以内としてください。
溶接棒は使用前に十分に乾燥してください。
以下に神戸製鋼の硬化肉盛用被覆アーク溶接棒HFシリーズの種類と特徴を記載しますので、溶接棒選びのご参考にしてください。

- 2018.06.07
- 16:17
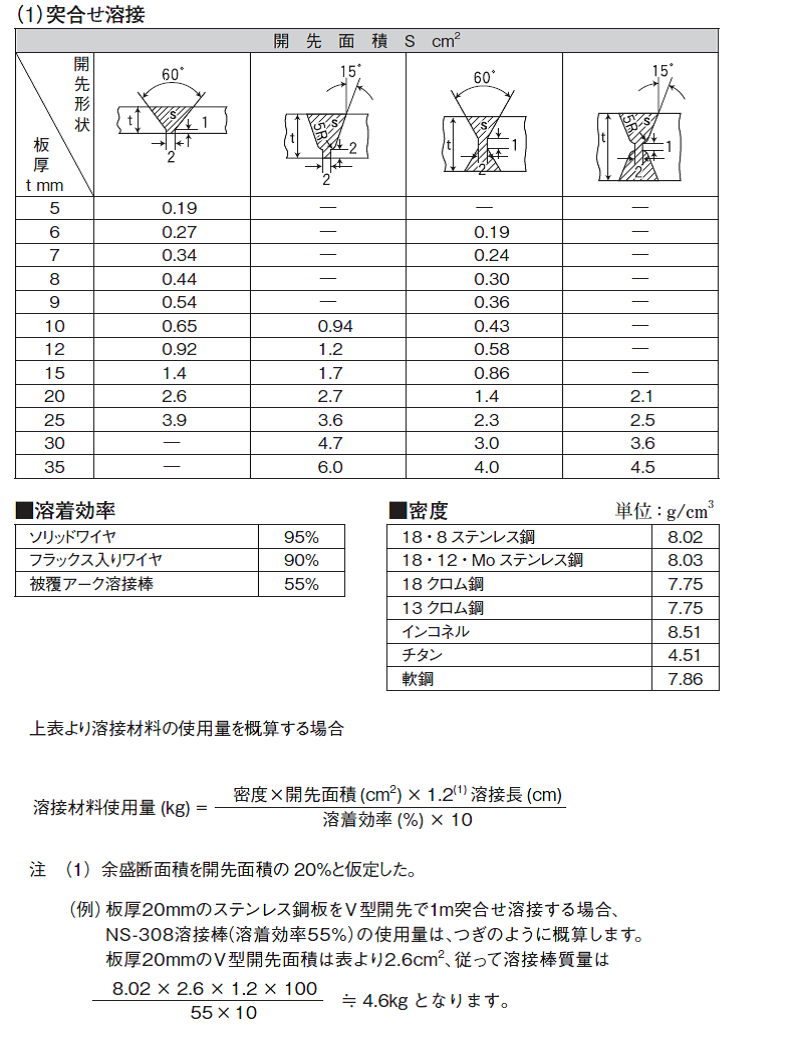
溶接棒の基礎知識⑧~溶接材料の使用量 突合せ溶接編~
みなさんこんにちは、溶接市場 店長の上田です。
第8回目は「溶接材料の使用量」についてお伝えします。
お客様から多い質問の中に、溶接を行う際にどのくらいの溶接材料(溶接棒)を使用するのか教えてほしいというものがあります。
普段から溶接材料をお使いの場合は経験的に大体の数量はわかると思いますが、実際の使用量との過不足が生じて困ることがあると思います。
特に現場で不足が起こった場合、工事納期に影響を及ぼす場合がありますので注意が必要です。
このような事態を起こさないためには使用量の数値をしっかりとつかんでおく必要があります。
溶接材料の使用量は継手形状から算出することができ、突合せ溶接の場合は以下の数式から求めることができます。
原価計算にも役立ちますので、ぜひご参考にしてください。
- 2018.06.07
- 16:18
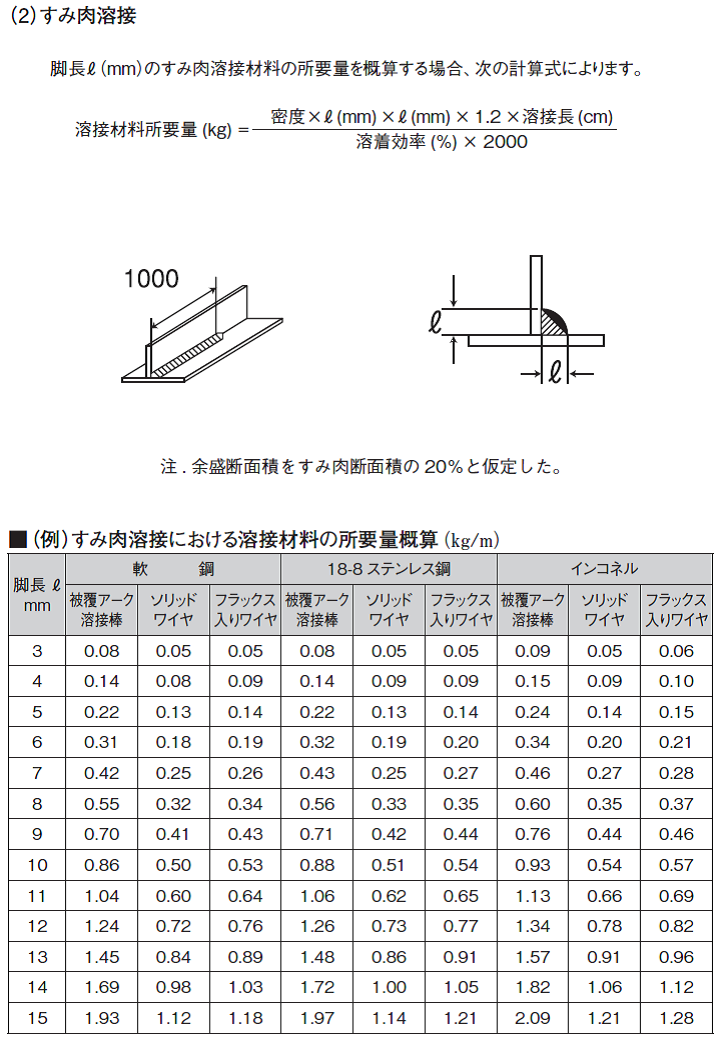
溶接棒の基礎知識⑨~溶接材料の使用量 すみ肉溶接編~
みなさんこんにちは、溶接市場 店長の上田です。
第9回目は前回に引き続き「溶接材料の使用量 すみ肉溶接編」をお伝えします。
溶接材料の使用量は以下の公式で求めることができます。
【例】
軟鋼のすみ肉溶接において被覆アーク溶接棒にて脚長10㎜、溶接長1000cmで溶接する場合、溶接棒の使用量は以下のように概算します。
溶接材料使用量(㎏)=7.86*10*10*1.2*1000/55*2000=8.57Kg
以上のようになります。
- 2018.06.07
- 16:19
溶接棒の基礎知識⑩~溶接欠陥の種類・原因と対策①~
みなさんこんにちは、溶接市場 店長の上田です。
第10回目は「溶接欠陥の種類・原因とその対策①」についてお伝えします。
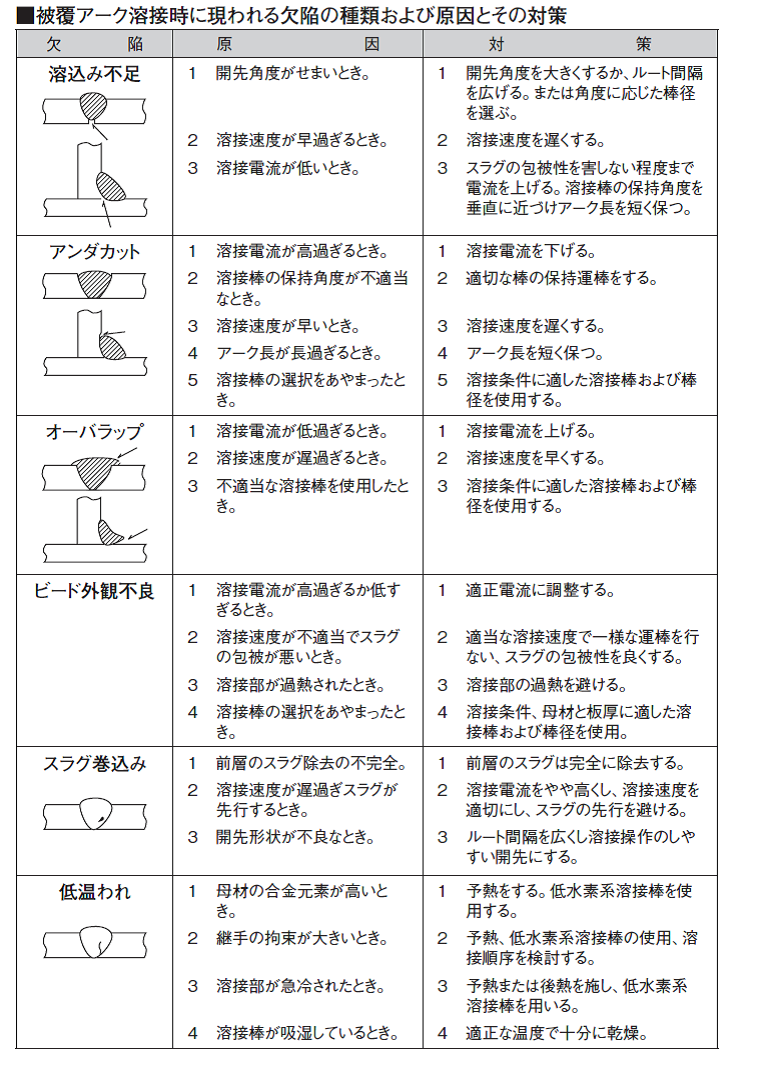
溶接時の欠陥としてよく聞かれるのが「溶け込み不足」「アンダカット」「オーバラップ」といった表現ですが、一体どのような欠陥なのでしょうか?
以下に主な溶接欠陥の種類とその対策方法を記載しますのでご参考にしてください。
- 2018.06.07
- 16:20